
解决针对波峰焊锡炉PLC温度控不准的问题
一、摘要
针对用PLC自带的PID程序指令控不住温度的问题,提出了使用SAT100多路温度控制模块系列产品。结果表明采用SAT100系列的方式有效的改善了温度控制的情况,提高了温度控制的精度和工作效率。
二、应用背景
以双波波峰焊为例,其控制单元为PLC控制系统,温控系统,主轴传动系统,喷枪喷雾系统,起波系统,测距系统等组成。工作过程:预热区和锡炉加热使其达到设定温度,主轴传动启动,放板检测信号看其有无板同时开始测距,到达喷枪喷雾点,开始喷雾,完成喷雾后停止喷雾,到达起波点时,起波,单双波可选,离开后停止起波,结束。
其中温控系统至关重要,要求波峰焊机的焊锡温度控制精度达到±1℃,其直接影响到焊接产品的品质。最为常见的波峰焊温控系统由热电偶传感器,PLC温度采集模块,固态继电器,PLC,加热圈等组成。这其中常见的问题有:
PLC自带PID温度控制不精准,温度上下波动比较大
以上故障出现时,往往会因为温度低,造成焊料表面张力大,焊料流动性变差,产生拉尖,虚焊等现象;温度太高,PCB板易变形,还会导致焊点合金的改变使导电性变差。使客户损失重大。
三、解决方案
针对以上出现的问题,应用SAT100系列温控模块可有效解决以上问题,系统框图如下:
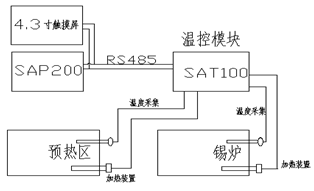
采用以上方案对比常规系统的优点
—多路温度控制集成在一个模块内,PID、自整定等无需PLC写程序,由模块一键自动完成,控制精度高,自带加热输出无需占用PLC的输出点,上下限报警及时保护提醒,节省了时间,提高了效率,提升了品质,增大效益。
四、硬件配置
汇邦4.3寸触摸屏
汇邦PLCSAP200
汇邦温度模块SAT100
五、结束语
本方案在波峰焊系统中达到了预期效果,提高了温度控制的精准性,稳定性。该系统在投入运行后状态良好,目前已应用于多条生产线,提高了生产效率,提升了产品品质,给用户带来了更大的效益。



